作者:匿名 2022年3月6日 上午9:53
在焊膏的世界中,尺寸规格也一样重要。焊膏中使用的焊锡粉末的尺寸会影响焊膏的性能。
IPC标准中,焊锡粉末尺寸的类型按照J-STD-005(对焊膏的要求)分类。J-STD-005A表3-2详细列出每一种类型焊锡粉末的尺寸范围,这里摘录IPCT3、T4、T5和T6焊锡粉末的尺寸范围,如表1所示。
IPC | 不大于0.5%最大粉末(微米) | 10%的大粉末尺寸(微米) | 80%的细粉末尺寸(微米) | 10%更细粉末最大尺寸(微米) |
T3 | 60 | 45-60 | 25-45 | 25 |
T4 | 50 | 38-50 | 20-38 | 20 |
T5 | 40 | 25-40 | 15-25 | 15 |
T6 | 25 | 15-25 | 5-15 | 5 |
表1:焊锡粉末尺寸(根据IPC J-STD-005A的表3-2)
焊膏中焊锡粉末尺寸的主要尺寸范围通常代表焊膏的类型。例如,T3焊锡粉末的尺寸范围是25-45微米;因此,T3焊膏可能被标记为“T3(25-45微米)”。图2是T3、T4、T5和T6焊锡粉末的尺寸。
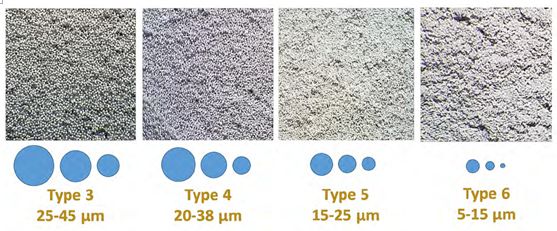
图2:IPCT3、T4、T5和T6焊锡粉末。
为什么焊膏要使用T4、T5或T6焊锡粉末而不用T3焊锡粉末呢?在焊膏中使用比较细微的焊锡粉末主要是为了改善微型元件的可印刷性。焊锡粉末的尺寸越小,印刷的焊膏就能够通过尺寸更小的钢网孔。如果遵循IPC-7525钢网设计指南的钢网标准中的“5球”原则,那么,就可以计算印刷时各种焊锡粉末尺寸都可以通过的最小钢网孔的尺寸,这些最小钢网孔的尺寸按焊锡粉末主要尺寸范围的最大焊锡粉末尺寸的五倍(五球原则)来计算(表2)。
IPC类型 | 粉末尺寸范围(微米) | 粉末尺寸范围(密尔) | 最小的孔尺寸(密尔) |
T3 | 25-45 | 1.0-1.8 | 9 |
T4 | 20-38 | 0.8-1.5 | 7.5 |
T5 | 15-25 | 0.6-1.0 | 5 |
T6 | 5-15 | 0.2-0.6 | 3 |
表2:按照5球原则印刷的焊锡粉末尺寸和最小的钢网孔的尺寸。
一般说来,T3焊膏可以印刷的最小封装尺寸是0402的元件。大多数焊膏用户更喜欢用T4焊膏印刷0201元件、微型BGA和类似的元件。T5焊膏用在更小的焊接应用中,例如焊接01005元件,或者用在T4焊膏无法充分印刷的场景。T5和T6焊膏用于点胶,例如喷涂印刷。T6焊膏还用于其他超微间距应用。
使用尺寸更小的焊锡粉末时,除了印刷功能外,还会带来其他性能上的变化。使用尺寸更小的焊锡粉末可能会缩短钢网和焊膏的保存期限。尺寸更小的焊锡粉末形成随机焊锡球和焊点表面出现葡萄效应的可能性比较大。焊锡粉末尺寸的变化还会影响焊点的形成的空洞。这项研究的目标是量化水溶性焊膏和免清洗焊膏中的IPCT3、T4、T5和T6SAC305(锡/银3.0%/铜0.5%)焊锡粉末的性能。对比各种焊膏的测试数据,并针对每一种焊膏提出最佳使用建议。
方法
焊锡粉末的表面积和反应性
当焊锡粉末的尺寸减小时,质量不变,焊锡粉末的表面积随之增大(表3)。这些焊锡粉末的表面积是用焊锡粉末中主要粉末尺寸范围内的中间值计算出来的。
IPC类型 | 1千克焊锡粉末表面积的中间值(m2) | 正常焊锡的表面积 | 表面积比T3焊锡粉末的表面积多(%) |
T3 | 22.9 | 1.00 | - |
T4 | 27.7 | 1.21 | 21 |
T5 | 40.2 | 1.75 | 75 |
T6 | 80.3 | 3.50 | 350 |
表3:质量为1千克焊锡粉末尺寸的表面积。
焊锡粉末的表面积很重要,因为它对焊锡粉末的反应性起到重要的作用。随着表面积的增加,焊锡粉末的反应速度也随之增大。就好比把一块方糖溶解在一杯水中的情况。当一块方糖要完全溶解需要很长时间和大量的搅拌。如果将同等质量的砂糖混合到一杯水中,砂糖会很快溶解(图3)。

图3:砂糖(左图)和方糖(右图)在水中溶解,混合时间1分钟。
搅拌一分钟后,砂糖完全溶解,方糖部分溶解。砂糖的表面积比方糖大,砂糖溶解的速度比较快。
Sn (s) + ½ O2 (g) = SnO (s)
Sn (s) + O2 (g) = SnO2 (s)
这个原理也适用于焊锡粉末。焊锡粉末类型的尺寸越小,表面积就越大,使它的反应速率比大尺寸焊锡粉末类型的快。因此,暴露在空气中时,尺寸较小的焊锡粉末类型更容易氧化。锡(Sn)氧化的化学反应如下:
Sn (固态) + ½ O2 (气态) = SnO (固态)
Sn (固态) + O2 (气态) = SnO2 (固态)
氧气和焊锡粉末发生反应时生成金属氧化物。在SAC305合金上先形成的氧化物是SnO。焊膏中的助焊剂去除这种金属氧化物,并使进一步的氧化变慢。只要焊膏暴露在空气中,焊锡粉末的氧化就会继续,虽然很慢。混合和温度升高会加快这个过程。这一焊锡粉末的氧化反应过程与助焊剂去除氧化物的过程会使焊膏变得更浓稠。随着时间的推移,浓稠的焊膏可能会堵塞钢网孔,并导致焊膏粘在刮刀刀片上。钢网印刷这种焊膏的可用寿命可能因焊锡粉末比较小而缩短。不过,焊膏的助焊剂是用保护焊锡粉末的成分制作的,这大大放慢了氧化的过程,这会起到正面作用。
在回流过程中,也会发生焊锡粉末氧化的情况。焊膏助焊剂在回流过程中和焊锡粉末中的氧化物发生反应并将它清除。随着焊锡粉末尺寸缩小,需要更多的助焊剂来处理这些氧化物。如果焊膏使用尺寸较小的焊锡粉末,在回流时焊膏中的助焊剂的活性可能耗尽;然后,氧化物就会留在焊锡粉末上,妨碍焊锡的正常结合。用尺寸比较小的焊锡粉末制作的焊膏比较容易受到像随机形成的焊锡球和焊点表面可能的问题的影响,例如随机形成焊锡球和葡萄效应(图4)。
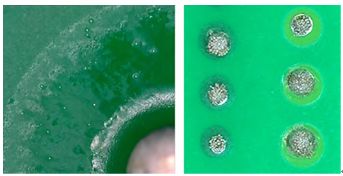
图4:随机形成焊锡球(左图)和葡萄效应(右图)。
使用颗粒较细的焊锡粉末制作的焊膏的储存时间也可能比使用颗粒比较粗的焊锡粉末的焊膏短。在存储过程,焊膏中的助焊剂会和焊锡中的金属发生反应,生成金属盐。随着时间的推移,助焊剂的活性也会随着这些反应下降,对于比较小的焊锡粉末,这种反应更多更快。随着发生反应的焊锡粉末增多,焊膏老化,焊膏可能会变得更浓稠,外观从光滑的奶油状变成暗淡的颗粒状(图5)。
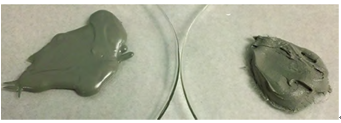
图5:新鲜的焊膏(左图)和老化的焊膏(右图)。
如果焊膏的反应性过强,印刷和回流的特性可能会随着时间的推移而退化。焊膏的配方要防止或减慢这一进程。把焊膏储存在冰箱中也有助于放慢这一过程,从而保持预期的性能特点。恰当的储存对延长使用比较小的焊锡粉的焊膏的储存期限非常重要。
材料和测试方法
图1是用来进行这个实验的电路板。这种电路板用FR-4制作,厚度是0.062英寸,使用蚀刻的铜焊盘和无电镀的镍浸金(ENIG)表面层。这种印刷与回流测试电路板拥有可以用来量化印刷的焊膏体积、润湿或扩散、随机形成焊锡球、葡萄效应和形成空洞的线路(图7)。
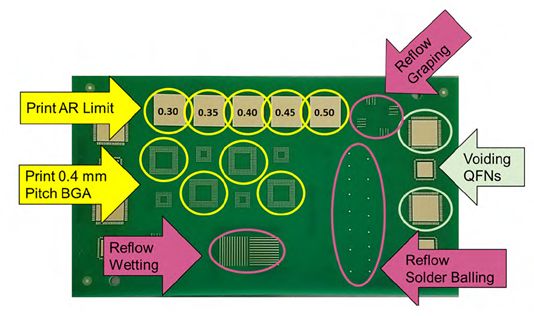
图7:用来量化印刷、回流和空洞性能的PR测试电路板的线路。
焊膏
这项研究共使用了八种焊膏,包括四种水溶性焊膏和四种免清洗焊膏。免清洗助焊剂的IPC J-STD-004等级是ROL0,水溶性助焊剂的等级是ORH1。选用的焊锡合金是SAC305(锡/银3.0%/铜0.5%)。焊膏中的金属浓度随焊锡粉末的尺寸大小而变化(表4)。
IPC类型 | 免清洗金属含量(%重量百分比) | 水溶性金属含量(%重量百分比) |
T3 | 88.5 | 88.5 |
T4 | 88.3 | 88.3 |
T5 | 88.0 | 88.0 |
T6 | 87.5 | 87.5 |
表4:焊膏的金属浓度
印刷性能
使用极限面积比线路测量印刷性能,印刷这些线路的钢网孔的面积比从0.30逐步提升到0.50。钢网用微晶粒(2-5微米)的不锈钢制作,厚度为5密尔(127微米),无纳米涂层。印刷极限面积比线路的钢网孔的尺寸范围从6密尔到10密尔。这些小面积比揭示焊膏的印刷极限(图8)。
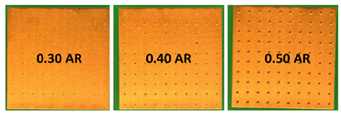
图8:在极限面积比(AR)线路下印刷焊膏。
使用0.4毫米间距的球栅阵列(BGA)测量印刷性能,印刷它的钢网孔的面积比是0.50。钢网孔是10密尔的正方形孔,四个圆角的半径是2密尔(“圆角方形孔”)。在极限面积比下印刷0.4毫米BGA线路,使用焊膏检查系统(SPI)测量印刷的焊膏体积,并进行统计分析,比较焊膏的性能。针对每一种焊膏的面积比下限提出建议。
钢网寿命和暂停响应
对各种焊膏进行印刷与暂停测试,以测量钢网的寿命和暂停响应。测量的过程如图9所示。
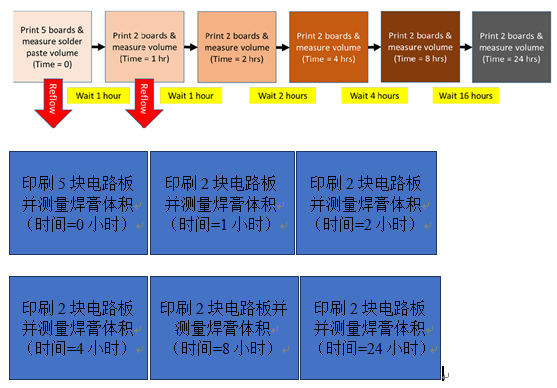
图9:印刷和暂停的测试方法
比较各个时间的极限面积比线路的焊膏体积数据和0.4毫米BGA线路的焊膏体积数据。在这个测试的过程中,焊膏的体积明显下降,表明焊膏变得浓稠或干燥。可以利用这些数据针对每一种焊膏的钢网寿命提出建议。
用印刷与暂停测试中的前五块电路板测量回流性能和空洞。把印刷与暂停测试中的后两块电路板放在一个计时器上,让它整夜暴露在空气中。第二天(24小时后)对它们进行回流并测量回流性能。
回流温度曲线和性能
在有10个温区的对流回流炉中进行回流。使用线性斜坡上升到峰值(RTS)类型的温度曲线(图10)。
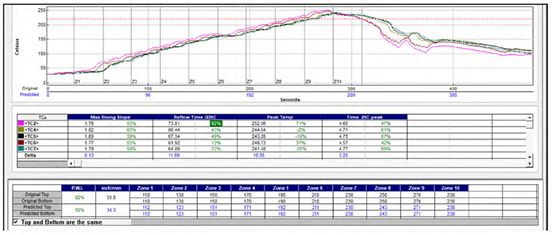
图10:线性斜坡上升到峰值(RTS)的回流温度曲线。
温度曲线的参数见表5。
设置 | RTS温度曲线 |
斜坡上升速率 | 1.7-1.8℃/秒 |
回流时间(>220℃) | 61-67秒 |
峰值温度 | 241-248℃ |
温度曲线的长度(从25℃到峰值温度) | 4.70分钟 |
表5:回流温度曲线的参数
