作者:匿名 2022年3月6日 上午11:33
印刷与暂停测试的结果和钢网寿命
印刷与暂停测试是一种用来确定焊膏稳定性的方法,因为在印刷时焊膏在印刷机中是暴露在空气中的。转移效率随时间的推移下降,这是估算钢网寿命的一种方法。图21是各种焊膏随时间推移的转移效率。
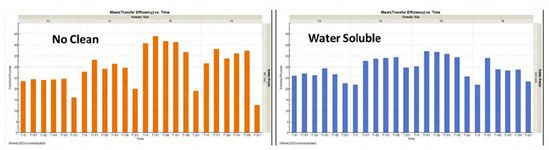
图21:各种焊膏的印刷与暂停测试结果。左图是免清洗焊膏的结果,右图是水溶性焊膏的结果。
各种免清洗焊膏在印刷与暂停测试中表现出的性能相似。在暂停时间0小时、1小时、2小时、4小时和8小时时,转移效率稳定。在暂停24小时后,转移效率显著下降。焊锡粉末尺寸越小,转移效率下降得越厉害。水溶性焊膏表现出相似的性能。在暂停24小时后TE%显著下降。表9总结了暂停时间从8小时到24小时的TE%下降情况。
焊锡粉末尺寸 | 免清洗焊膏TE%的下降 | 水溶性焊膏TE%的下降 |
T3 | 8 | 5 |
T4 | 10 | 5 |
T5 | 18 | 8 |
T6 | 25 | 6 |
表9:暂停时间从8小时变到24小时的转移效率下降。
随着时间的推移,在各种焊膏中T3和T4的焊锡粉末的转移效率也有相似的下降。各种焊膏中的T5和T6的焊锡粉末尺寸随时间的推移表现出的转移效率下降比较厉害。和水溶性焊膏相比,免清洗焊膏在降低焊锡粉末尺寸时的稳定性比较差。留在钢网上的免清洗焊膏更容易变干,尤其是有尺寸较小焊锡粉末的焊膏。
焊膏的回流性能
使用ENIG表面层的PR测试电路板测量各种焊膏的润湿或扩展百分率。图22是润湿的测量结果。
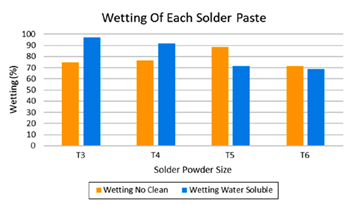
图22:焊膏的润湿或扩展。
无论焊锡粉末的尺寸怎样,免清洗焊膏的润湿性能都稳定在70-75%左右。这个润湿趋势中唯一的异常情况是T5焊膏,它的润湿率接近90%。随着焊锡粉末尺寸减小,水溶性焊膏的润湿性能呈下降趋势。水溶性T3焊膏的润湿率是97%,水溶性T6焊膏的润湿率下降到70%以下(图23)。
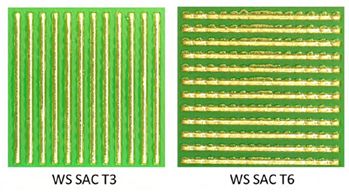
图23:水溶性T3SAC焊膏和T6SAC焊膏的润湿情况。
使用PR测试电路板上的回拉线路测量焊锡粉末形成焊锡球的情况。对各种焊膏记录零焊锡球的套印最大百分比,少于五个焊锡球及少于十个焊锡球的套印百分比。最大套印百分比是1,250%。表10是可以用这个标准来测量焊膏的测量结果。
焊膏 | 0个焊锡球的套印百分比 | 少于5个焊锡球的套印百分比 | 少于10个焊锡球的套印百分比 |
T3免清洗 | 750% | 1200% | 1200% |
T3水溶性 | 无 | 1200% | 1250% |
T4水溶性 | 无 | 500% | 1200% |
表10:在测量标准之内的焊膏形成焊锡球性能。
在所有的线路上都形成多于10个焊锡球的焊膏在表10中没有列出来。图24是在套印线路中形成焊锡球的代表性照片。
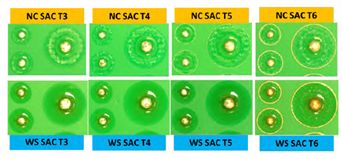
图24:在套印线路中形成的焊锡球。
这些套印线路的套印程度是相当极端的,通常不会用在典型的表面贴装技术(SMT)设计中。T3和T4焊膏形成的焊锡球很少,在大多数电子组件上都被认为是可接受的。从这些图像中可以明显看出,免清洗焊膏中的T5和T6焊锡粉末形成过多的焊锡球。在形成焊锡球上,T5水溶性焊膏的表现比T5免清洗焊膏更好。这可能是由于这些焊膏的相对活性水平的缘故。水溶性焊膏的活性水平比免清洗焊膏的高;因此,水溶性焊膏形成的焊锡球比较少,而且焊锡球是由尺寸比较小的焊锡粉末形成的。T6免清洗和T6水溶性焊膏都形成过多的焊锡球。
焊膏的葡萄效应水平随焊锡粉末的尺寸变化而变化(图25)。
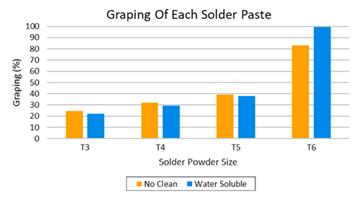
图25:各种焊膏的葡萄效应。
对于T3、T4和T5焊锡粉末,免清洗焊膏和水溶性焊膏的葡萄效应水平非常相似。总的来说,T6焊膏的葡萄效应的程度很高。T6水溶性焊膏的葡萄效应水平比主要焊锡粉末,也是T6的免清洗焊膏,更高。
使用QFN热焊盘为各种焊膏测量空洞。图26是空洞数据。
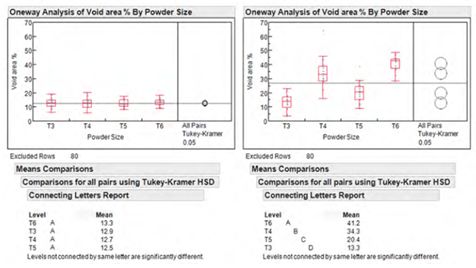
图26:各种焊膏在QFN热焊盘中形成的空洞;免清洗焊膏(左图),水溶性焊膏(右图)
免清洗焊膏的各种焊锡粉末尺寸在形成空洞的表现从统计结果来看是一样的。水溶性焊膏的焊锡粉末尺寸在形成空洞上的表现存在一些差异。尺寸最大的焊锡粉末(T3)形成的空洞最少,而T6免清洗焊膏形成的空洞最多。可能的解释是免清洗焊膏和水溶性焊膏中的松香含量不一样。免清洗焊膏所含的松香在回流过程中的作用是保护焊锡粉末不会被氧化。理论上的解释是,助焊剂和焊锡氧化物反应的副产品可能会导致空洞。由于有松香的保护,免清洗焊膏在回流过程中产生的氧化物数量要比水溶性焊膏少得多。这就可以解释在这项研究中观察到的形成空洞的表现。
焊膏的稳定性:黏着力随时间推移的变化
使用JIS方法来测量各种焊膏的黏着力。印刷黏着力样本,把样本放在室温和相对湿度50-55%的容器中保存72小时。在此期间,分别在24小时、48小时和72小时后用新鲜焊膏印刷的样本测量黏着力(图27)。
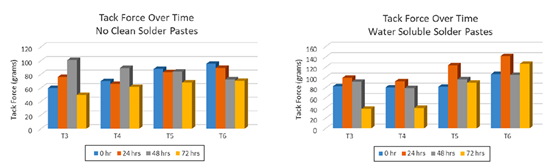
图27:随时间推移免清洗焊膏的黏着力(左图)和水溶性焊膏的黏着力(右图)。
总的说来,各种类型的焊膏和各种焊锡粉末尺寸的黏着力随时间的推移减小。大多数焊膏在72小时后,黏着力出现明显下降。只有T5和T6水溶性焊膏的结果不一样。T5水溶性焊膏在超过72小时后,黏着力相对稳定。T6水溶性焊膏在72小时时,黏着力有所增强。水溶性焊膏性能的这种差别可能和助焊剂中的比较小尺寸焊锡粉末类型的含量增加有关。
焊膏的稳定性:在空气中暴露24小时后的回流性能
用印刷新鲜焊膏的PR测试电路板测量各种焊膏的回流性能,然后再用印刷后暴露在空气中存放24小时的电路板测量。将印刷好的焊膏暴露在空气中存放,这会增加焊膏中的氧化物含量,降低焊膏的活性。这个测试是展示焊膏稳定性的方法,可以用来确定尺寸比较小的焊锡粉末是否会降低焊膏的稳定性。图28是焊膏润湿的结果。
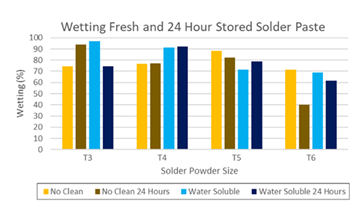
图28:焊膏存放24小时之前和之后的润湿结果。
印刷的新鲜的免清洗焊膏和存放24小时的免清洗焊膏中,除了T6焊锡粉末外,其他所有焊锡粉末的润湿都相似。T6免清洗焊膏在空气中暴露存放24小时后,它的润湿性能下降。除了T3焊膏外,所有其他的水溶性焊膏在新鲜时和存放24小时后的润湿性能相似,T3焊膏在存放期间润湿性能下降。
使用PR测试电路板上的套印线路测量焊膏形成焊锡球的性能,先用新印刷的焊膏,再用和印刷焊膏后存放24小时的测试板测量(表11)。
焊膏 | 焊锡球<5个的套印 | 焊锡球<10个的套印 | 24小时后焊锡球<5个的套印 | 24小时后焊锡球<10个的套印 |
T3免清洗 | 1200% | 1200% | 600% | 1000% |
T3水溶性 | 1200% | 1250% | 1150% | 1250% |
T4水溶性 | 500% | 1200% | 无数据 | 500% |
表11:焊膏存放24小时之前和之后形成焊锡球的性能。
印刷的焊膏存放超过24小时后,套印百分比下降。这表明随着存放时间的延长,随机形成的焊锡球数量普遍增多。焊锡粉末尺寸越小,随机形成的焊锡球的增多就越严重。图29是存放24小时之前和之后形成焊锡球的代表性图像。
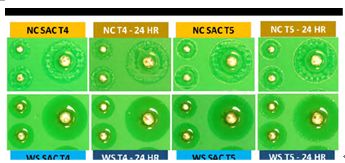
图29:焊膏在存放24小时之前和之后形成的焊锡球。
焊膏存放24小时之前和之后葡萄效应的百分比(图30)。
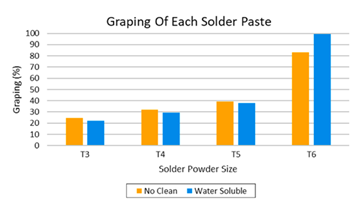
图30:焊膏存放24小时之前和之后的葡萄效应结果。
免清洗焊膏存放24小时后,T3、T4和T6焊锡粉末尺寸产生的葡萄效应都增多。其中,T3粉末形成的葡萄现象面积增加6%、T4是16%、T6是13%。T5焊膏不受存放24小时的影响。水溶性焊膏在存放24小时之前和之后的葡萄效应水平基本相同。免清洗焊膏的葡萄效应结果表明,尺寸越小的焊锡粉末对存放时间越敏感。
焊膏的稳定性:热老化
把焊膏密封在容器中,在50°C(122°F)的烤箱中加热老化三天。热老化后,测量焊膏的粘度、IPC焊锡球、黏着力、印刷性能和回流性能。用这些测量结果和新鲜的焊膏的结果进行比较。图31是热老化之前和之后的粘度测量结果。
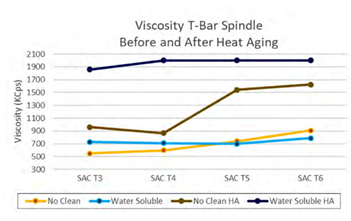
图31:热老化之前和之后的T形杆轴粘度测试结果。
水溶性焊膏的粘度随热老化明显增加。
水溶性焊膏全部发生反应,直至无法使用的程度。免清洗焊膏在这个测试中表现出一定的稳定性。T3和T4免清洗焊膏的粘度增加大约40-70%,但仍然是可用的。T5和T6免清洗焊膏的粘度增加100%以上。这些老化后的焊膏变得浓稠,但增加叶片压力仍然可以印刷这种焊膏。在加热老化的焊膏上进行IPC焊锡球形成测试,测试结果见表12。
免清洗 | 水溶性 | |||
最初状态 | 热老化4小时后 | 最初状态 | 热老化4小时后 | |
T3 | 可接受 | 可接受 | 可接受 | 可接受 |
T4 | 可接受 | 可接受 | 可接受 | 不可接受 |
T5 | 可接受 | 不可接受 | 可接受 | 不可接受 |
T6 | 不可接受 | 不可接受 | 不可接受 | 不可接受 |
表12:焊膏热老化后IPC形成焊锡球的性能。
最初,所有焊锡粉末尺寸的新鲜焊膏形成的焊锡球都是可接受的,只有T6焊锡粉末形成的焊锡球是不可接受的。热老化后,T5和T6免清洗焊膏的结果是不可接受的。T4、T5和T6水溶性焊膏的结果都不可接受。从这个测试中可以明显看出,随着时间的推移,比较小的焊锡粉末尺寸更容易发生反应,这些反应可能会使焊膏的保存时间变得更短。
在经过热老化的焊膏上进行JIS黏着力测试。图32是新鲜焊膏和经过热老化的焊膏的黏着力数据。
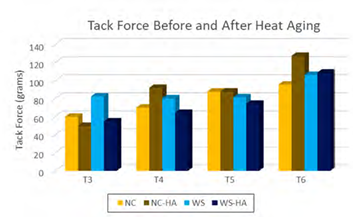
图32:热老化之前和之后的JIS黏着力。
T3免清洗焊膏在热老化后,黏着力略微下降。T4和T6免清洗焊膏的黏着力在热老化后变大。T5焊膏的黏着力在热老化后相对稳定。T3和T4水溶性焊膏的黏着力在热老化后下降。T5和T6水溶性焊膏的黏着力在热老化后的变化非常小。这表明热老化对黏着力的影响并不确定,热老化可能不会改变焊膏的保存时间。
在热老化之前和之后测量焊膏的印刷性能。水溶性焊膏的粘性太强而无法印刷,因此,图33中只有免清洗焊膏的数据。
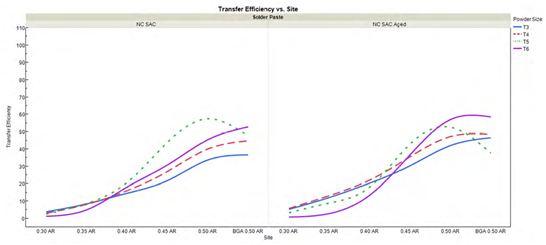
图33:免清洗焊膏在热老化之前和之后的印刷性能。
这些焊膏的转移效率值在热老化之前和之后从统计结果看是相同的。热老化增加免清洗锡膏的粘度,但不影响焊膏的印刷性能。相比之下,热老化使水溶性焊膏的粘度增加到无法印刷的程度。
使用PR测试电路板测试热老化的免清洗焊膏的回流性能,并与新鲜的免清洗焊膏进行比较。图34是焊膏的润湿数据。
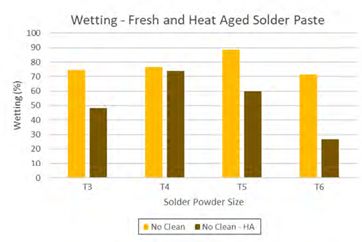
图34:免清洗焊膏在热老化之前和之后的润湿情况。
各种经过热老化的免清洗焊膏的润湿性能都会因热老化而下降。下降最多的是T5和T6焊膏。表13是形成焊锡球性能和热老化的关系。
焊膏 | 有<5个焊锡球的套印 | 有<10个焊锡球的套印 | 焊膏热老化后有<5个焊锡球的套印 | 焊膏热老化后有<10个焊锡球的套印 |
T3免清洗 | 1200% | 1200% | 1100% | 1250% |
表13:在焊膏热老化之前和之后形成焊锡球的性能。
使用T4、T5和T6焊锡粉末的免清洗焊膏不能用这些标准进行测量,因此没有出现在此表中。免清洗焊膏的热老化对形成焊锡球的性能没有明显的影响。形成焊锡球的典型图像如图35所示。

图35:在热老化之前和之后免清洗焊膏形成的焊锡球。
在热老化后测量葡萄现象的百分比,并与新鲜的免清洗焊膏对比(图36)。
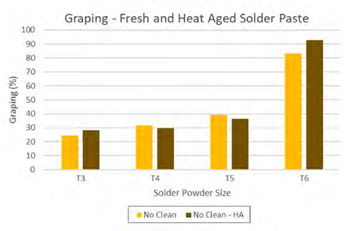
图36:热老化之前和之后免清洗焊膏形成的葡萄现象。
新鲜和热老化的T3、T4和T5免清洗焊膏形成葡萄现象的百分比相近。T6免清洗焊膏由于热老化导致的葡萄现象稍微增多。
润湿性能和葡萄效应性能因热老化而下降,说明焊锡粉末尺寸越小的焊膏会更快地失去活性。使用较小焊锡粉末尺寸制造的焊膏的储存期限可能会比较短。
结论与建议
焊锡粉末的尺寸对焊膏性能有一定的影响。众所周知,不能将每种尺寸的焊锡粉与特定的焊锡膏一起使用。焊膏必须按照配方生产,用配方所需要的焊锡粉末尺寸使焊膏正常工作。在这项工作中,根据焊膏在测试中的表现,针对测试的各种焊膏和焊锡粉末尺寸大小提出最佳使用建议。
坍塌(IPC)
在IPC坍塌测试中,除了T6免清洗焊膏、T5和T6水溶性焊膏没有通过热坍塌测试,其他所有的焊膏的表现都很好。T6免清洗焊膏、T5和T6水溶性焊膏的助焊剂中的焊锡粉末尺寸比较小,因此浓度相当高,这一情况改变焊膏的流变特性。这说明在回流时尺寸比较小的焊锡粉末可能会增加焊锡桥连的可能性。
形成焊锡球(IPC)
在IPC测试中,T3、T4和T5水溶性焊膏和免清洗焊膏形成焊锡球的结果是可接受的。T6免清洗和水溶性焊膏都无法通过IPC形成焊锡球的测试。和其他焊锡粉末尺寸相比,T6焊锡粉末的氧化物含量相对较多。T6焊膏比其他焊膏更容易形成焊锡球。
印刷最小面积比
总而言之,印刷的焊膏体积随焊锡粉末尺寸减小而增加。焊锡粉末的尺寸每减小5%,转移效率就提高约5%,这对应的是0.05的面积比的变化。以下是针对各种类型焊膏建议的最小面积比:
•T3免清洗焊膏:0.60 AR
•T4免清洗焊膏:0.55 AR
•T5免清洗焊膏:0.50 AR
•T3和T4水溶性焊膏:0.60 AR
•T5型水溶性焊膏:0.55 AR
请记住,印刷参数、钢网技术和设计将影响可印刷能力和这些最小面积比。
印刷中的暂停与钢网寿命
T5和T6免清洗焊膏在钢网上暂停16小时后,转移效率下降幅度比较大。T5和T6水溶性焊膏在钢网上暂停16小时后,转移效率下降比较少。不建议焊膏在钢网上暂停16小时和24小时后再印刷。所有测试的焊膏在印刷暂停1小时、2小时和4小时后,反应良好,在钢网上停留8小时后可印刷能力的表现仍然不错。根据这项工作,所有测试的焊膏推荐的钢网寿命是8小时。环境条件、新鲜焊膏的添加比例和其他的因素都会影响钢网的寿命。
回流性能(PR测试电路板)
各种免清洗焊膏的润湿或扩展都是一致的,和焊锡粉末的尺寸大小没有关系。水溶性焊膏的润湿或扩展随焊锡粉末尺寸变小而减弱,但总体上比免清洗焊膏高。对于大多数电子组件,T3、T4和T5免清洗焊膏和水溶性焊膏形成焊锡球的性能是可以接受的。正如在IPC焊锡球形成测试中可以看到,T6免清洗焊膏和水溶性焊膏形成的焊锡球过多。对于T3、T4、T5免清洗焊膏和水溶性焊膏,葡萄效应的表现良好。而两种T6焊膏的葡萄效应性能是不可接受的。在焊膏中使用T6焊锡粉末也许会导致过多的焊锡球和葡萄效应。
形成空洞的性能
所有免清洗焊膏都表现出相同的低空洞状态。随着焊锡粉末尺寸减小,水溶性焊膏形成的空洞随之增多。焊锡粉末尺寸和其他因素对形成空洞的性能有一定影响。形成空洞的表现可能随焊锡粉末尺寸的改变而变化,并且可能需要控制回流工艺,尽可能少地形成空洞。
焊膏的稳定性
所有焊膏的黏着力在48小时内保持稳定,但时间一旦超过72小时后就会下降。黏着力保持稳定的时间远超过印刷和回流之间的正常时间间隔。对于T3、T4和T5焊膏,在钢网上保持24小时后的回流性能是稳定的。T6焊膏在钢网保持24小时之前和之后的回流性能都存在问题。不建议回流之前让焊膏在钢网上保持24小时,但这也说明T3、T4、T5焊膏在各种环境下都是稳定的。不过,比较极端的环境条件会改变焊膏的稳定性。
焊膏的热老化
T3和T4免清洗焊膏的粘性会随着热老化而增大,但它们易于印刷。T5和T6免清洗焊膏粘度显著增加,但可以通过调整印刷参数来印刷。所有水溶性焊膏的粘度都会随着热老化而急剧增大,而且焊膏无法印刷。免清洗焊膏的印刷性能基本上不会随热老化而改变。热老化导致T5和T6免清洗焊膏,以及T4、T5、T6水溶性焊膏在IPC形成焊锡球测试中都得到失败的结果。
所有的焊膏在热老化之前和之后的黏着力都是稳定的。只有免清洗焊膏在热老化后进行印刷和回流。热老化导致所有免清洗焊膏的润湿性能下降。免清洗焊膏形成焊锡球的性能因热老化而稍微恶化。免清洗焊膏葡萄效应的性能在热老化后保持不变。
这些结果表明,焊锡粉末尺寸减小时,焊膏的反应性增大。这说明使用较小的焊锡粉末尺寸制造出来的焊膏的保存期限比较短,特别是用T5和T6焊锡粉末制造的焊膏。
总结
这项研究表明,对于使用T3、T4、T5和T6SAC305焊锡粉末的免清洗和水溶性焊膏,焊膏的性能差别很大。使用焊锡粉末尺寸比较小的焊膏时,用户应当关注这些性能差别,这样,就可以根据焊膏的性能来调整SMT工艺。
焊膏制造商正在为电子行业未来的需求做准备。比较小的焊锡粉末尺寸在微型化的电子应用中变得越来越普遍。焊膏制造商正在配制各种使用较小焊锡粉末尺寸的产品来满足这些要求。
备注:这篇论文最早在IPC APEX EXPO 2019技术研讨会上提出,并在2019技术研讨会论文集中公开发表。
作者:Tony Lentz是ECT 组装公司的化学工程师/现场工程师,FCT 组装公司设在美国科罗拉多州Greeley。
